
Dairy
"We understand the unique needs of the Dairy Products Industry and how to exceed them. Our experience working within a variety of environments—refrigerated, freezer, and wash-down—while creating systems that comply with 3-A sanitary standards is what truly sets us apart."
– Mike Lee, Director of Sales & Marketing

MMCI knows how to build a material handling system that will stand up to the most demanding applications within the Dairy Products Industry. We combine our experience with industry-leading, best-of-class equipment to design and deliver systems that comply with 3A sanitary standards, optimize throughput, and withstand years of service.
New products and packaging changes often require changes to existing lines or the addition of new lines. We work closely with you to utilize existing equipment and minimize disruptions during installations, now and in the future.
Through our collaborative design process, MMCI helps optimize your operations with the benefits from our unique packaging, conveying, palletizing solutions and warehouse automation solutions. Operator ergonomics and safety are also cornerstones of ours, allowing for employees to benefit as well.
Package Handling Automation
MMCI designs our food package handling automation systems with the unique requirements of the food and dairy industries in mind. These solutions are engineered and integrated to meet these specific requirements and accommodate either ambient or temperature-controlled facilities.

Controlled with state-of-the-art electrical controls, they can include a single solution or a variety of operational functions that move packaged foods through metal detection, check weigh stations, and labeling and can accommodate manual or automated case packing.
Benefits:
- Reduced downtime and waste during handling
- Highly customizable, adaptable for line changes
- Ergonomically friendly, reduces labor costs
- Increased efficiency, consistency and accuracy
- Quick initial ROI
Case Handling Automation
Automated case handling can provide increased efficiency and consistency, as well as improved velocity during this stage of production and order fulfillment. Components of each MMCI system are selected for your specific needs. They can be combined into a full integration system or used as stand-alone elements that can be integrated into existing systems with electrical controls.

Our case handling systems generally use conveyors to transport full cases through operations such as labeling, rejecting, and sorting. Systems can also be developed to accumulate cases so they are efficiently and uniformly fed forward to the wrapping and palletizing processes.
Benefits:
- Reduction of your order fulfillment cycle time
- Manage surges in order volumes
- Reduction of operational costs
- Ergonomically friendly, reduces labor costs
- Increased efficiency, consistency and accuracy
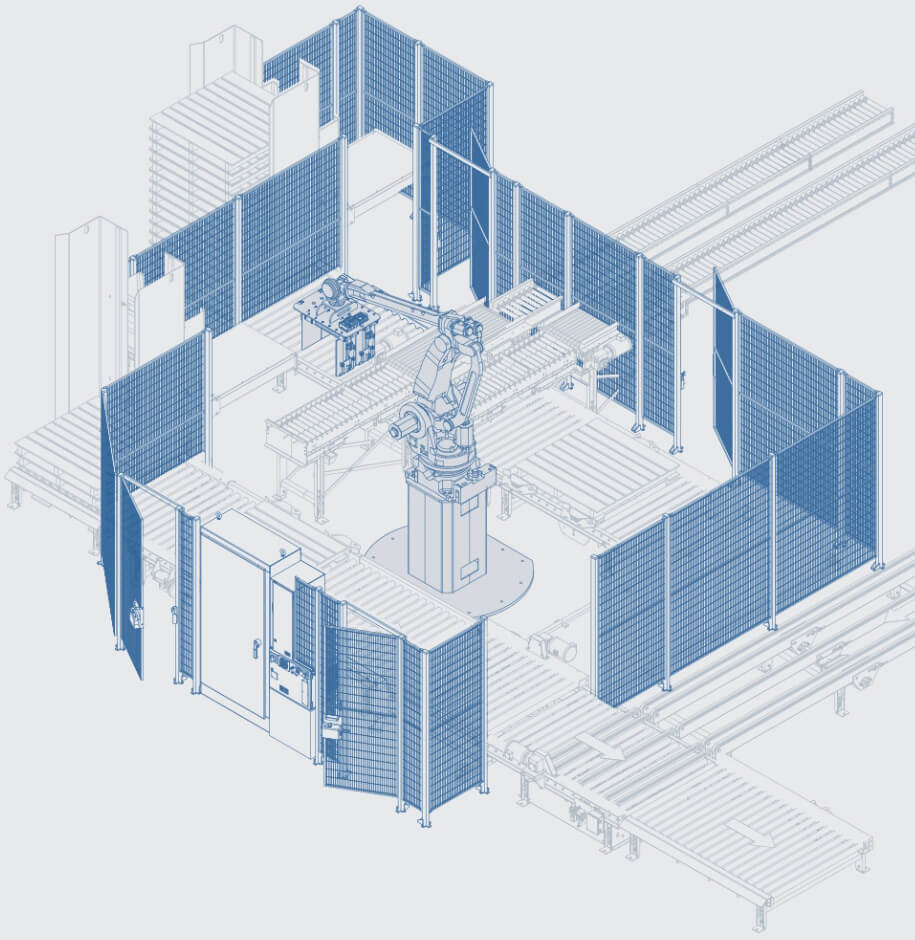
Palletizing Systems
Complete palletizing and pallet handling systems are essential elements in dairy operations. These systems must be well-planned to connect all elements from production and packaging to case packing and shipping.

Case palletizing from MMCI combines exceptional flexibility and ROI with robust construction to deliver unrivaled performance. We engineer unique-to-facility palletizing and handling systems using the most current methods and best equipment to emphasize reliability in a variety of environments. We consider the characteristics of the materials being handled to achieve optimal flow of full, finalized pallets through labeling and stretch wrapping just prior to shipping.
Benefits:
- Easy to operate
- High load capacity even in the harshest environments
- Ergonomically friendly, reduces labor intensive heavy lifting
- Streamlines end-of-line packaging
- Multiple and mixed case orientations
Controls
MMCI provides electrical control systems to food and dairy customers that typically integrate conveyors that transport packages from filling or packing machines to conveyors where cases are created, sealed, or shrink wrapped. The cases proceed to an accumulation and merge area where the various sources of cartons are sent to a high-speed palletizer in pallet load quantities to then be sent to order fulfillment areas.

A PC application can provide customers’ WMS with information related to the case or pallet product’s identity and quantity. These control systems typically have multiple system monitor screens for monitoring and troubleshooting.
How Can We Help?
At any stage of your automation project, we can help. Call us at 314-438-3300 or fill out the form below.