
The Re-Engineering of a Bottling Facility
Our client, a leading manufacturer of lubricants, faced multiple challenges because their business was growing rapidly and they needed to increase uptime and output. Their 20 year old bottling line was inefficient and breakdowns were causing productivity to suffer and they wanted to start by replacing the vintage palletizers – possibly with robotic palletizers.

The Challenges
Upon the first visit to the facility, MMCI looked at the entire aging system piece by piece before proceeding with any recommendations. Through a complete material handling study and data analysis, MMCI confirmed that the palletization process was in extensive need of replacement.
The Solution
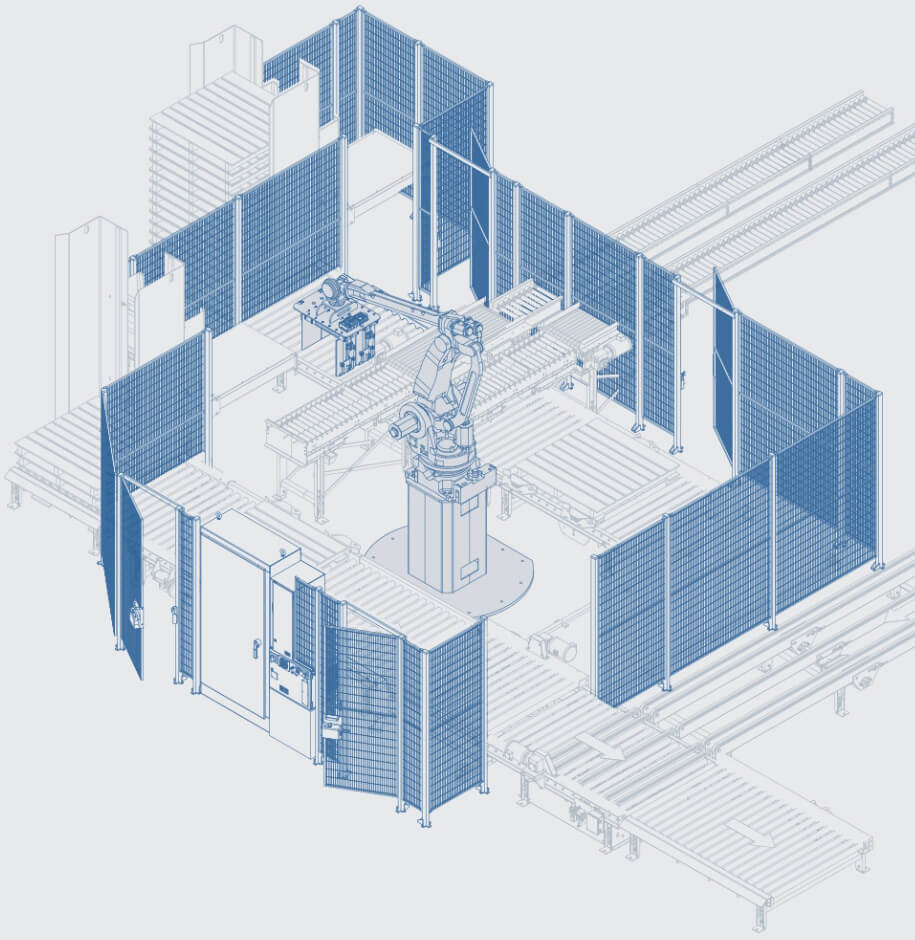
However, unlike many robotics companies which would have proposed robotic palletizers because that is what they want to sell, MMCI embarked on a plan to integrate high-speed conventional palletizers for their cost-saving advantages and quick payback.

The entire solution involved moving the palletizers away from the bottling lines utilizing spiral conveyors and an overhead conveyor system that transferred the cases into the warehouse to reduce congestion near the bottling line and eliminate a significant amount of forklift activity.
The project also included the enhancement of the vintage filler, case packer, and bottle handling systems. MMCI integrated and networked each piece of equipment in the system to communicate with each other and maximize the throughput of the entire packaging line.
The Result
This custom programming by MMCI’s engineering team not only created a process that eliminated damage to the conveyors, but it also kept the conveyor speed constant. This allowed for a turnkey installation of the new sortation system without having to modify the existing upstream equipment and processes.
How Can We Help?
At any stage of your automation project, we can help. Call us at 314-438-3300 or fill out the form below.